+7 812 309 93 25
+7 812 309 93 25 Whatsapp
Whatsapp Email
Email
Сварка стыков рельс при ремонте и монтаже крановых путей
СК «Кран-Эксперт» занимается восстановлением сварочных стыков, а также комплексным решением задач обустройства подкрановых путей. Навыки и наличие необходимого оборудования позволяет выполнять весь комплекс услуг по установке и ремонту рельс в сжатые сроки.
Значимость правильного сварочного соединения
Гладкие рельсовые пути обеспечивают долговечность и бесперебойность работы оборудования, предотвращают возможные поломки, позволяют снизить затраты на обслуживание грузоподъемных сооружений. Сварочные стыки рельс крановых путей должны быть идеально ровными и сплошными, без неровностей и дефектов. Геометрия крановых рельс, например, типа А по DIN 536/1 не позволяет применения другой техники соединения. Сварку следует выполнять специалисту высокой квалификации с применением современных приспособлений. В этом случае удастся увеличить период эксплуатации и предостеречь повреждения ходовых колес, механизмов крана и тележки.

Ориентировочный график выполнения работ:
- Отключение троллей. Ограждение рабочей зоны. Допуск к работе.
- Проведение рихтовки рельсового пути согласно приложенных схем планововысотной съемки.
- Протяжка крепежа планок рельсового пути.
- Подготовка электродов. Прокаливание и выдержка при температуре 180-230 ℃
- Установка такелажных приспособлений для монтажа, демонтажа рельс.
- Подключение сварочного и вспомогательного оборудования к электросети.
- Демонтаж прижимных планок и температурных накладок на ремонтируемом участке.
- Разметка и отделение изношенного участка рельсового пути, спуск его на отметку 0 и подъем нового рельса на отметку +13000.
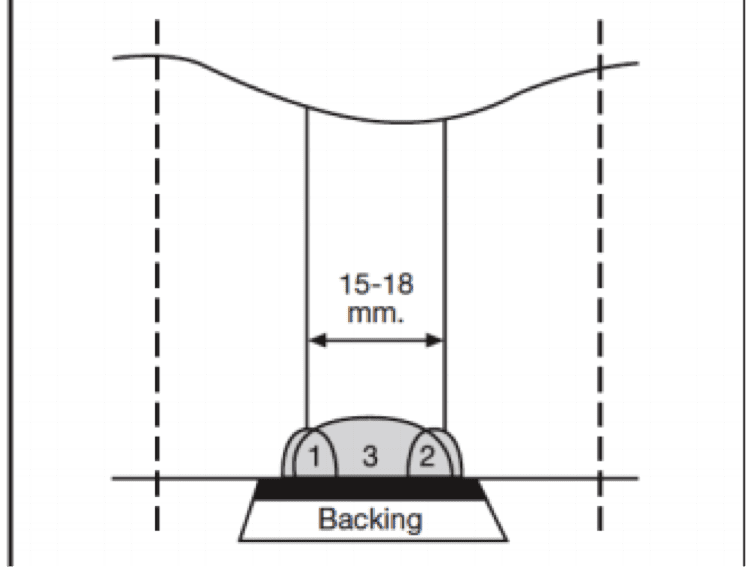
- Выставление заменяемого участка относительно основного рельсового полотна. Установка подложки. Подогрев концов стыкуемых рельс на длине 250мм до температуры 250-300℃.
- Выполнение сварочного шва на подошве рельса. Очистка шва от шлака.
- Установка и крепление струбцинами боковых частей формы. Сварка ванным способом шейки и головки рельса.
- Зачистка шва и удаление наплывов. Проверка прямолинейности с помощью линеек (отклонение 1мм./1м.) и скручивания. Наложение усиления шва от подошвы до головки
- Прогрев стыка до 400℃. Укутывание теплоизоляционным материалом. Медленное остывание сварного шва.
- Шлифовка шейки и головки рельса.
- Монтаж прижимных планок и накладок тепловых стыков рельсового полотна.
- Соединение рельс выполняют электродуговой или термитной сваркой. Второй вариант более трудоемкий и затратный, но обеспечивает качественный результат: